

想要探索冷拔绗磨管的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:冷拔绗磨管的图文介绍
为保证客户提货方便及时,常年备有 珩磨管加工厂现货。在广大客户和同仁的大力支持下,我公司业务辐射到全国各行业。通化安达液压机械有限公司的经营理念是:诚信为立业之本 公司的服务宗旨:为客户创造价值!热忱欢迎广大新老客户联洽合作事宜,共同谋求发展!


珩磨管油缸管绗磨管大送进角下导致顶头与轧辊的辗轧锥更不平行。
③轧辊转速不当也会影响壁厚精度。
(4)管坯的定心和加热。
定心孔偏心和加热不均匀(阴阳面)都将造成壁厚不均。
(5)穿孔机的刚度、结构和调整。
穿孔机的机身刚度不够,其上的锁紧机构不可靠;顶杆的定心装置调整不准确,运行不可靠和距离机身较远;轧制中心线的调整,一般采用低于轧机中线,其目的是提高轧件的稳定性,若调整过大,因轧制线下移后,变形区内工具之间的相对关系发生了非对称变化,也会影响毛管的壁厚不均。滚压管



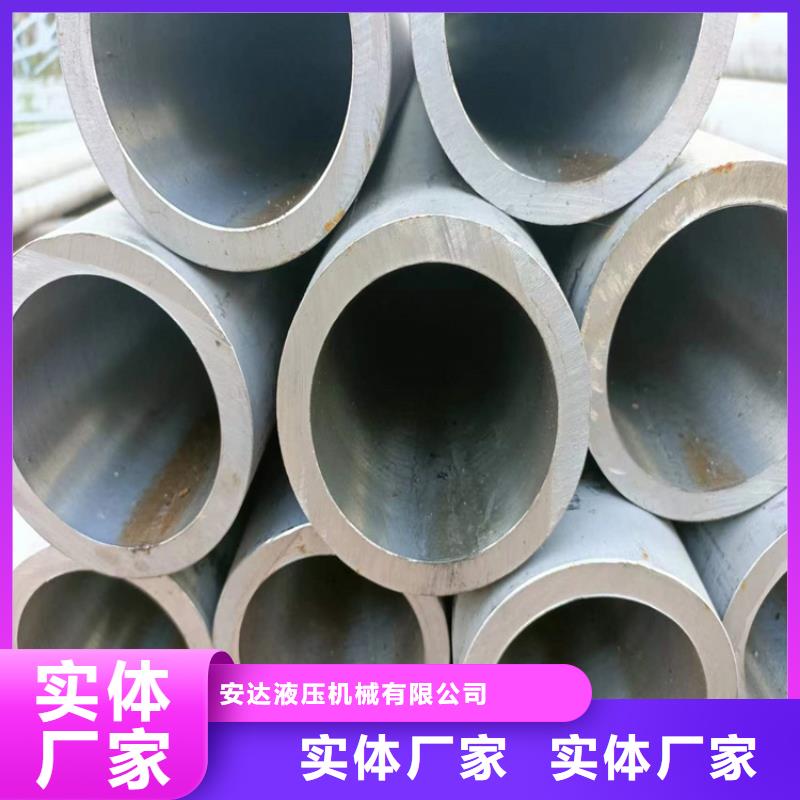
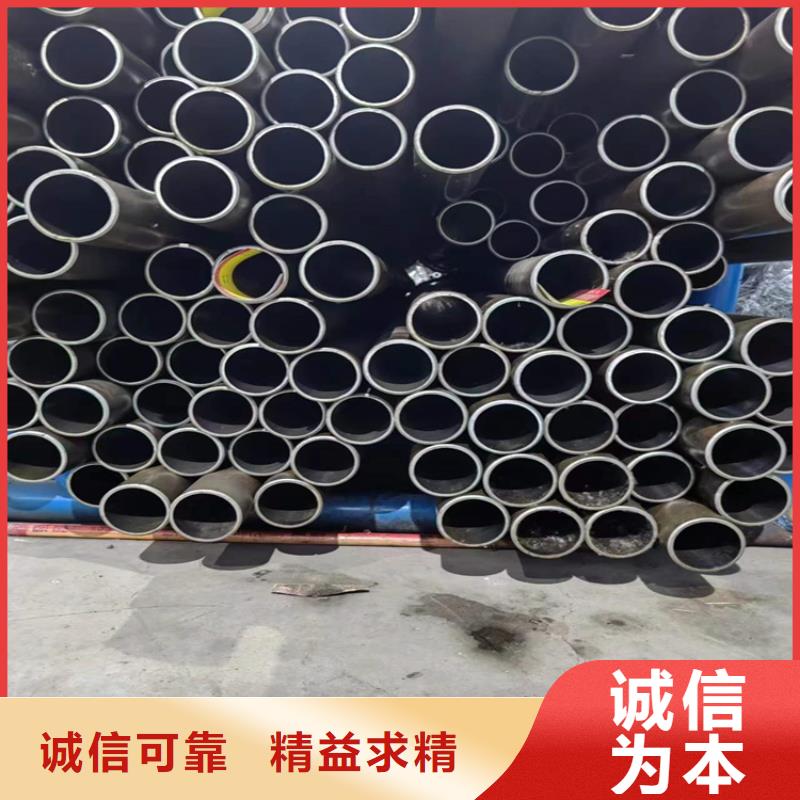
珩磨管油缸管绗磨管在标准中为DIN2391-1 。液压钢管的原材料经过精拔、无氧化光亮热处理(NBK状态)、无损检测、钢管内孔经过高压冲洗、酸洗,钢管内外壁用防锈油防锈处理、两端封盖用作防尘处理。 生产出来钢管具有精密度高、光洁度好,钢管内外壁无氧化层,钢管可以承受液体流通过的高压,且钢管冷弯不变形,可扩口、压扁无裂痕。机械性能可以在任何一个角度下弯曲不变形。主要用作液压系统油路中配制钢管,也叫液压系统中的硬配管,汽车用精密钢管,规格一般为外径(D)Φ4mm-76mm,壁厚(S)0.5mm-6.0mm。长度为定尺6米(订做除外),交货状态为NBK(正火)、GBK(退火)、BKS(去应力退火)。采用主要材料为ST35、ST37.4(10#)、ST45(20#)ST55(35#)、ST52(16Mn)等可满足对钢管要求精密度高、光洁度高、抗拉强度、机械性能高的客户。滚压管



珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管


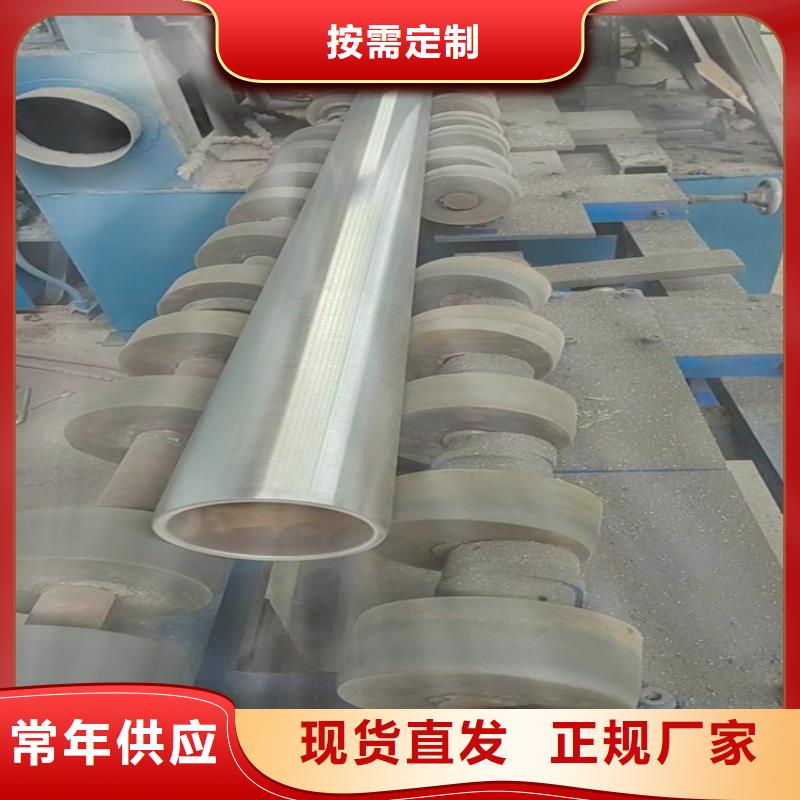
珩磨管油缸管绗磨管1、油缸管采用45#钢制作,表面镀铬,φ50mm×770mm部分经调质处理。表面渗氮后,芯部硬度为28~32hrc,表面渗氮层深度为0.2~0.3mm,表面硬度为62~65hrc。这样,精密油缸钢管不仅具有一定的韧性,而且具有良好的耐磨性。2、油缸管正常使用时承受交变载荷,φ50mm×770mm处密封该设备来回摩擦其表面,因此需要高硬度绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。绗磨管是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。滚压管


